Производство больших изделий на Bestar
Для изготовления больших изделий, к которым мы условно относим ёмкости более 30 литров, будь то тара (канистры / бочки) или технические изделия на
российском рынке наиболее распространено применение экструзионно-выдувных машин со стационарной кареткой и аккумуляторной (накопительной) головкой.
Экструзионные головки аккумуляторного типа в сочетании со стационарным типом каретки имеют много недостатков, а именно:
|
—
|
Плохая повторяемость отработки паризон-контроля из-за его грубой работы на высокой скорости при большом весе заготовки (невозможность
«подлизать» толщину стенки по изделию оптимальным образом)
|
|
—
|
Плохое качество поверхности рукава и изделия (трудно избавиться от полос и других визуальных изъянов)
|
|
—
|
Чрезмерное количество облоя из-за остающихся излишков материала за краями прессформы
|
|
—
|
Увеличенное время цикла, т.к. открытая прессформа должна стоять и ждать пока идёт выталкивание рукава, а затем ждать извлечения изделия из
пределов зоны смыкания; также, как следствие неоптимального распределения массы, время охлаждения может быть дольше для остывания излишних
утолщений изделия
|
|
—
|
Хватает технических проблем при эксплуатации, поскольку аккумуляторная головка имеет сложную чувствительную конструкцию в сочетании с работой под
постоянной нагрузкой, трудна в разборке, и трудна в обслуживании в связи с наличием многих специализированных деталей
|
|
—
|
Очень долгая и трудная смена цвета
|
|
—
|
Невозможность добавления функции нанесения прозрачной полосы уровня
|
|
—
|
Невозможность многослойного формования
|
|
|

|
| |
|
Качество поверхности не достижимое на аккумуляторных головках
|
|
BESTAR ПРЕДЛАГАЕТ ОТКАЗАТЬСЯ ОТ АККУМУЛЯТОРНЫХ ГОЛОВОК
Значительное количество больших ёмкостей на самом деле можно производить на классических экструзионно-выдувных машинах с головкой непрерывной
экструзии, перемещающейся кареткой и калибровочной станцией с выдувом сверху.

|

|
На экструзионно-выдувной машине Bestar модели B25S (одна станция, как на фото) или B25D (две станции), обеспечивающих
усилие смыкания до 320 кН, можно изготовить ёмкости
длиной примерно до 670 мм с
вертикальным габаритом прессформы до 800 мм (примечание: при наличии дополнительного раскрытия прессформы в вертикальной оси, например
у евроканистр, ограничения по габаритам будут отличаться).
Опционально эти машины могут быть скомплектованы калибровочной станцией нижнего расположения с калибрующим движением выдувного дорна снизу-вверх.
В этом случае
экструзия остаётся непрерывной, а калибровочная станция устанавливается в нижней части плит смыкания и перемещается вместе с кареткой, подъезжая
под рукав непосредственно перед тем, как он наберёт нужную длину. Нижний выдув может подходить лучше для некоторых видов крупных изделий, например,
канистр со сверхширокой горловиной.
|
|
Если изучить ассортимент крупных тарных и технических изделий, то окажется, что множество из них укладывается в обозначенные размеры, а значит можно
упростить себе производственную жизнь и не использовать для них аккумуляторные головки.
***
При производстве сверхкрупных ёмкостей (с вместимостью 100, 200 и более литров) узел смыкания становится слишком громоздким и систему с перемещением
каретки из позиции смыкания в позицию выдува и обратно реализовать невозможно. Но и в этом случае использовать аккумуляторные головки не
обязательно.
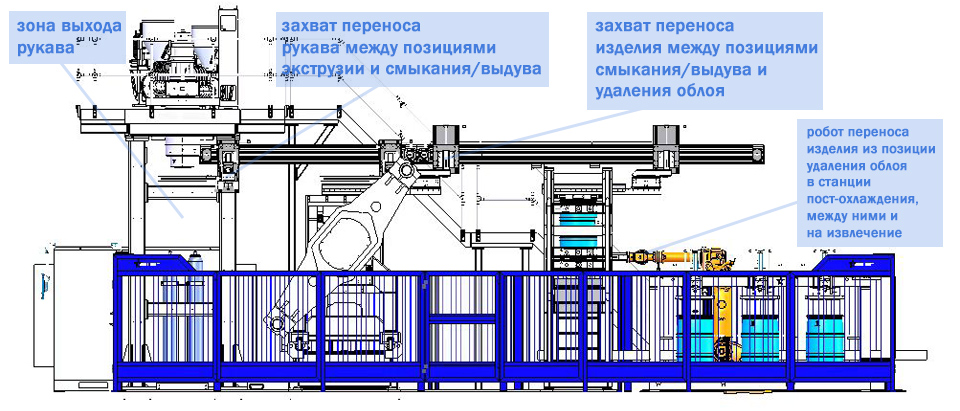
Если нельзя перемещать каретку, то можно перемещать сам рукав! Именно этот принцип (parison transfer) предлагается Bestar при производстве
сверхкрупных изделий. Экструзия остаётся непрерывной, но по достижении нужной длины порция рукава отрезается и переносится высокоточными и
высокоскоростными (на базе линейных сервомоторов) захватами прямо в узел смыкания.
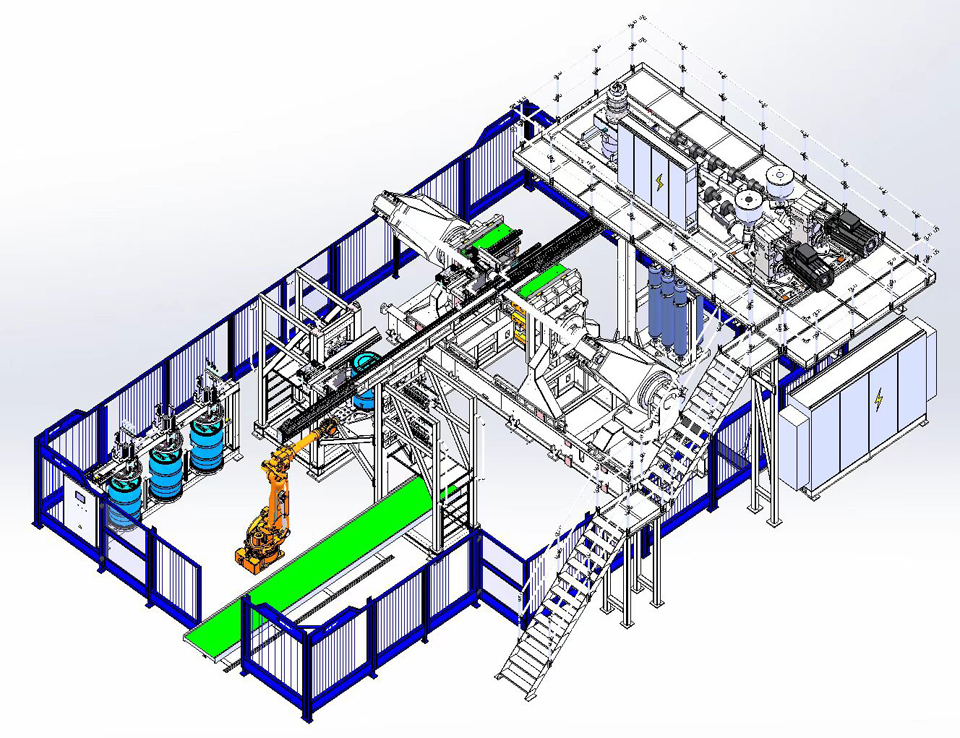
Производственная ячейка на базе экструзионно-выдувной машины Bestar BSH-200 для изготовления 200 л бочек типа L-Ring весом нетто около 8,5 кг
со скоростью около 90 шт/ч (более 25 тыс. в месяц) и в 2-х слойной конфигурации.

|
|
2-х слойное исполнение добавляет гибкость. Можно просто получать типичные преимущества конфигурации DeCo, а можно, например, использовать красящие
добавки и дроблёнку в наружном слое, а во внутреннем — только первичный материал, что гарантирует отсутствие реакции с содержимым бочки
(в особенности касается высокочистых кислот и пр.)
|
|