Техническое оснащение оборудования Bestar
Наиболее интересное из начинки экструзионно-выдувных машин Bestar
ЭКСТРУДЕРЫ
|
—
|
Привод энергосберегающим сервомотором, соединённым с высокомоментным редуктором напрямую без ремня
|
|
—
|
Шнековые пары длиной 25D для стандартных применений с высоким коэффициентом пластикации на диаметр (можно сравнить показатели
с любой другой китайской, тайваньской или иной азиатской машиной)
|
|
—
|
Шнековые пары серии BRD длиной 38D для сверхбольших производительностей с показателем кг/ч выхода на 1 кВт/ч потребления более высоким, чем у немецкого оборудования
|
|
—
|
Датчики давления и фильтрация расплава с системой смены фильтрующих сеток (опционально)
|
|
|
|
|
ЭКСТРУЗИОННЫЕ ГОЛОВКИ
|
—
|
Для флаконов: торпедного типа (с верхней подачей сырья) не подверженные застреванию инородных частиц и характеризующиеся быстрой прочисткой
|
|
—
|
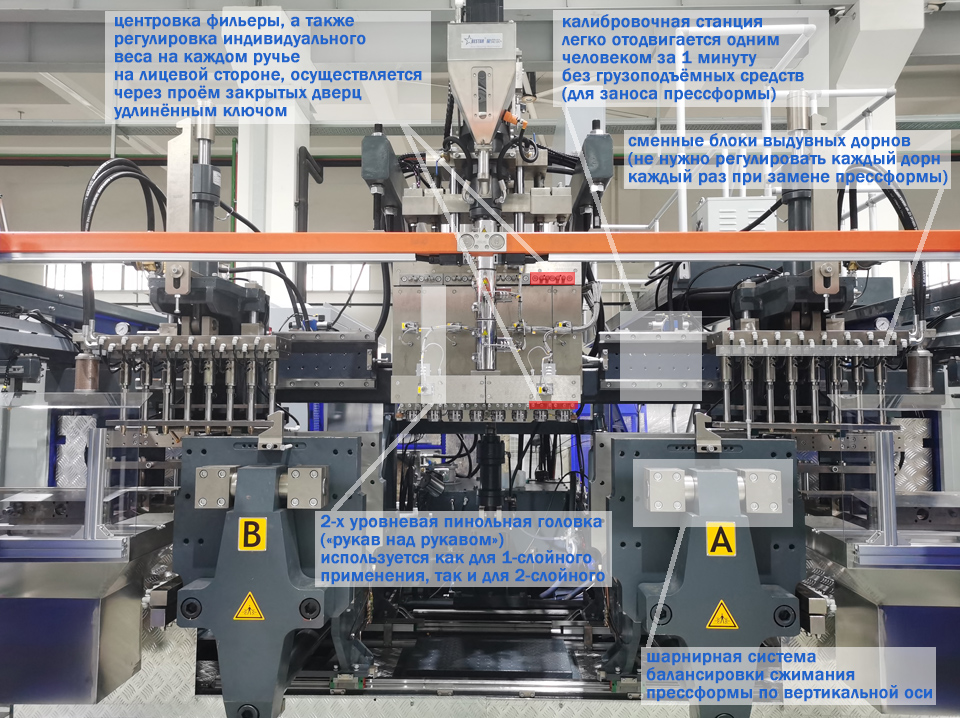
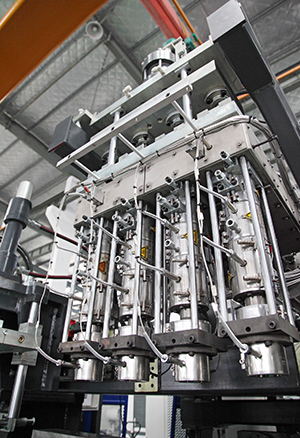
Для канистр: 2-х уровневого пинольного типа («рукав над рукавом») с боковой подачей сырья, протекающего по канавкам двух пинолей
(одна в другой) и распределяющегося в рукав в нижней части головки без рассечений потока (приводящих к возникновению прослабленных полос на канистре)
|
|
—
|
Многослойные: Ставшие рыночным стандартом полиолефиновые решения DeCo (2 слоя) и ReCo (3 слоя), а также собственные
головки для COEX-производства барьерной тары со слоем полиамида или EVOH (3-6 слоёв)
|
|
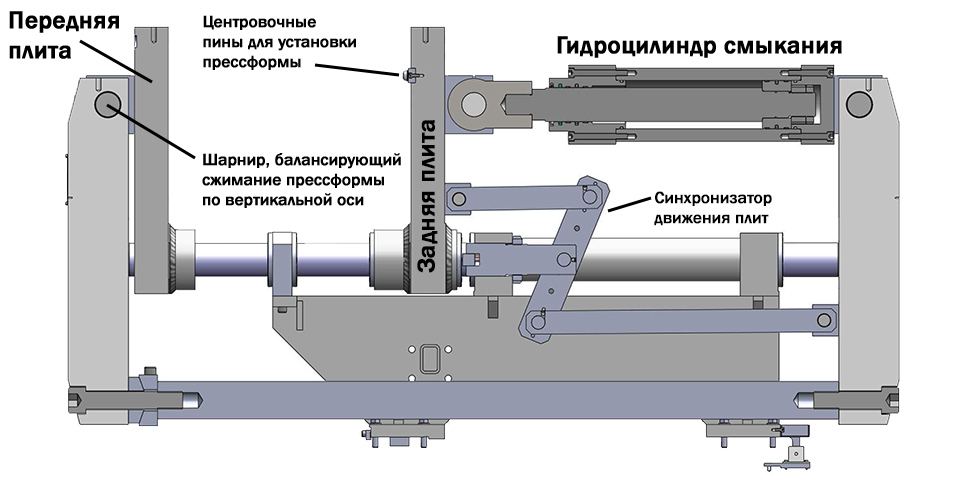
УЗЕЛ СМЫКАНИЯ
|
—
|
С горизонтальным ходом каретки (и кивком экструдера) и обеспечивающий равномерное пережатие облоя для прессформ разной длины посредством давления
гидроцилиндром на заднюю плиту с одновременным притягиванием передней плиты по трём расположенным снизу направляющим колоннам (нижняя из которых
шарнирного типа для балансировки)
|
|
—
|
Пазы и направляющие пины на плитах для лёгкого навешивания и центровки прессформ
|
|
ВЫДУВНАЯ КАЛИБРОВОЧНАЯ СТАНЦИЯ
|
—
|
Легко отодвигаемая (одним человеком без грузоподъёмных средств) для смены прессформ
|
|
—
|
С системой циркуляции сжатого воздуха внутри изделия во время фазы охлаждения (можно использовать при возможности вместить выдувной дорн
с двумя каналами для воздуха — зависит от диаметра горловины изделия)
|
|
—
|
С возможностью использования извлекаемых из калибровочной станции пластин (блоков) с предустановленными выдувными дорнами для быстрой перенастройки
|
|
ГИДРАВЛИЧЕСКАЯ СИСТЕМА
|
—
|
Энергосберегающая на базе управляемого сервоприводом насоса c переменной производительностью и дополнительным насосом с высоким давлением на
контур смыкания и с гидроаккумулятором; для машин средних типоразмеров обеспечивает общее энергопотребление станка на уровне около 0,3 кВт/ч на
1 кг/ч брутто производительности по экструдеру
|
|
—
|
Оси движений (каретка, смыкание, выдувной дорн) реализованы посредством пропорциональных клапанов, обеспечивающих быстрое перемещение вкупе с
плавным управляемым торможением
|
|
—
|
Все комплектующие гидросистемы (вплоть до уплотнений и манжетов) европейского производства (Bosch-Rexroth, Eckerle, Voith, Olaer, Trelleborg)
|
|

|

|
СИСТЕМА УПРАВЛЕНИЯ
|
—
|
На базе процессора Intel Atom 1.46G 64-бит (панель управления B&R touch screen с дисплеем 18,5 дюймов и мембранной клавиатурой) включающая контроль
всех температурных зон, паризон-контроль, таймеры, наглядную визуализацию, уровни доступна, реестр действий, сохранение рецептов (в памяти и на USB),
а также отображение реального потребления электроэнергии
|
|
—
|
Управление открытием / закрытием прессформы, перемещением каретки, подводом / отводом выдувного дорна с панели управления (скорость, торможение,
крайние точки хода, отслеживание позиции на всём протяжении хода)
|
|
—
|
Программируемый отвод выдувного дорна перед раскрытием прессформы
|
|
—
|
Лазерный датчик контроля длины рукава вкупе с ПО для автоподстройки оборотов шнека с целью поддержания одинаковой скорости выхода рукава
|
|
—
|
Система контроля температуры редукторов
|
|
—
|
Система поддержания температуры масла и температуры зоны загрузки экструдера
|
|
—
|
Система контроля состояния фильтров и уровня масла
|
|
—
|
Кондиционирование электрошкафа для поддержания электроники в надлежащем климате и её стабильного функционирования
|
|
ЭРГОНОМИКА
|
—
|
2-осевой узел извлечения изделий за горловину через верх к центру машины на электрических сервоприводах — для двухстанционных машин обеспечивает
выход изделий из одной точки без массивных поворотов конвейерных систем слева и справа (опционально)
|
|
—
|
Регулировочные болты и шпильки головки (центровка и распределение потоков между ручьями) на лицевой плоскости машины с возможностью регулировки
удлинённым ключом без открытия передних дверей
|
|
—
|
Электрошкаф вмонтирован в раму станка с задней стороны для облегчения монтажа и экономии пространства
|
|
—
|
Лестница для подъёма на стол экструдера с защитными ограждениями на верхнем этаже машины
|
|
—
|
LED-светильники в передней и задней части машины и у гидростанции
|
|

|
|